李渤渤 程亞珍 楊光 喬海濱 劉茵琪 楊學(xué)東
(洛陽雙瑞精鑄鈦業(yè)有限公司)
來源:特種鑄造及有色合金
摘要:國內(nèi)鈦及鈦合金鑄件主要采用機(jī)加工石墨型和熔模精密鑄造兩種工藝方法生產(chǎn),但受制于技術(shù),實(shí)際生產(chǎn)過程中并不能完全滿足客戶對產(chǎn)品高品質(zhì)、低成本、短交期的發(fā)展需求,因此有必要推進(jìn)鑄造新技術(shù)的研發(fā)及應(yīng)用,與現(xiàn)有技術(shù)形成互補(bǔ)。消失模鑄造具有其他鑄造方法所不具備的優(yōu)勢,在鋼鐵、鋁等鑄件中已獲得廣泛應(yīng)用,但在鈦合金中應(yīng)用報(bào)道較少。主要對鈦合金消失模覆殼鑄造優(yōu)勢、技術(shù)方案及應(yīng)用前景進(jìn)行了綜述。
關(guān)鍵詞:鈦合金;鑄造;消失模
中圖分類號:TG249.5 文獻(xiàn)標(biāo)志碼:A DOI:10.15980/j.tzzz.2022.01.027
Technology and Application Research of Titanium Alloy Lost Foam Cladding Casting
Li Bobo, Cheng Yazhen, YangGuang, Qiao Haibin, Liu Yinqi, Yang Xuedong
(Luoyang Sunrui Titanium Precision Casting Co.,Ltd.)
Abstract: Domestic titanium and titanium alloy castings are mainly produced by machined graphite and investment precision casting. However, the actual production process can hardly meet the requirement of high quality, low Cost and short delivery time subject to technical limitations. Therefore, it is necessary to promote research and application of new casting technology to form a complement with the existing technologies. Lost foam casting has Superior advantages, which has been widely used in metal castings such as steel, aluminum, etc., while rarely reported in titanium alloys. The advantages, technology schemes and application prospects of titanium alloy lost foam cladding casting were mainly introduced.
KeyWords: Titanium Alloy, Casting, Lost Foam
鈦合金具有密度低比強(qiáng)度高、耐腐蝕、無磁性、生物相容性好等特點(diǎn),可顯著降低裝備質(zhì)量,提高裝備壽命及性能,廣泛應(yīng)用于航空航天、石油化工、艦船、海洋工程等領(lǐng)域[1]。與其他成形工藝相比,鈦合金鑄造能夠生產(chǎn)各種形狀復(fù)雜構(gòu)件,減少生產(chǎn)工序,提高金屬利用率。據(jù)中國有色金屬工業(yè)協(xié)會統(tǒng)計(jì),2017年我國鈦鑄件產(chǎn)量為417t[2],受軍工及高端民品等鈦鑄件強(qiáng)勁需求拉動,2019年鈦鑄件產(chǎn)量達(dá)到782t[3],預(yù)計(jì)2020年中國鈦鑄件實(shí)際產(chǎn)量可達(dá)1000t,市場規(guī)模為10~20億元。
Ti具有高化學(xué)活性,易與 SiO2、Al2O3等常規(guī)鑄型材料發(fā)生反應(yīng),只能選擇價格昂貴的石墨、ZrO2、Y2O3等作為面層材料,并逐漸發(fā)展形成機(jī)加工石墨型和熔模精密鑄造兩種工藝[4,5]。但受鈦原材料價格高,鈦合金鑄造難度大、生產(chǎn)流程長、裝備及工藝復(fù)雜、鑄型材料昂貴等因素影響,限制了鈦鑄件推廣應(yīng)用,導(dǎo)致其市場規(guī)模仍然較小。此外,機(jī)加工石墨型鑄造存在充型能力差,表面留痕、冷隔缺陷嚴(yán)重問題;同時,熔模精密鑄造生產(chǎn)大規(guī)格鈦鑄件生產(chǎn)周期長。因此,非常有必要進(jìn)行鈦合金鑄造新技術(shù)的開發(fā),與現(xiàn)有技術(shù)形成互補(bǔ),促進(jìn)鈦合金鑄造技術(shù)發(fā)展及鈦鑄件應(yīng)用推廣。
1、消失模鑄造技術(shù)發(fā)展歷史及特點(diǎn)
20世紀(jì)50年代發(fā)明采用聚苯乙烯(EPS)泡沫板加工模樣代替木模,并用含粘結(jié)劑的型砂充填制造金屬零件,隨后Hartman公司與WITTEMOSER于1962年合作將該技術(shù)推廣應(yīng)用在工業(yè)生產(chǎn)上[6,7]。該工藝方法生產(chǎn)簡便易行,采用該項(xiàng)技術(shù)生產(chǎn)鑄鐵、鑄鋼、鋁合金等金屬部件技術(shù)已非常成熟,廣泛應(yīng)用于汽車發(fā)動機(jī)缸蓋、缸體、電機(jī)殼體、箱體、進(jìn)氣歧管等形狀復(fù)雜部件的生產(chǎn)中。
消失模鑄造是一種近無余量、精確成形的鑄造工藝。與其他鑄造技術(shù)相比,具有如下優(yōu)點(diǎn)[8]:①鑄件表面粗糙度低,尺寸精度高;②鑄件結(jié)構(gòu)設(shè)計(jì)靈活,采用泡沫塑料制作模型,無分型面及型芯,也可采用分片方法制造泡沫模樣,后經(jīng)粘合制備整體模型,因此原來由多個零件加工組裝的復(fù)雜構(gòu)件,采用消失模鑄造工藝可整體鑄出,設(shè)計(jì)靈活度大;③生產(chǎn)操作簡便,尺寸誤差小,無毛刺飛邊,不用取模、修型、下芯、合箱,簡化了工序,縮短了生產(chǎn)周期,同時還能減少由于型芯塊組合及分型合箱而造成的尺寸誤差,且鑄件無飛邊毛刺,易清理打磨,勞動強(qiáng)度低。
但是,消失模鑄造技術(shù)劣勢也比較明顯,主要是:①鑄件表面品質(zhì)和材質(zhì)性能易受泡沫模樣氣化裂解產(chǎn)物的影響而惡化,造成鑄件表面碳缺陷和鑄鋼件增碳及渣氣孔等問題;②消失模鑄造生產(chǎn)薄壁平板類件時,容易變形,表面粗糙度及尺寸精度與精密鑄造相比略差。
2、鈦合金消失模技術(shù)應(yīng)用前景及優(yōu)勢
鈦合金化學(xué)性質(zhì)活潑,需要在真空下熔煉及澆注,因此傳統(tǒng)消失模鑄造工藝不能直接應(yīng)用于鈦鑄件的生產(chǎn)。消失模覆殼技術(shù),可充分發(fā)揮消失模鑄造優(yōu)勢,同時與熔模精密鑄造技術(shù)相結(jié)合,制備模樣后,利用其模型制備氧化陶瓷型殼并焙燒,再進(jìn)行真空澆注生產(chǎn)鈦鑄件,可獲得接近于熔模鑄造的精度和表面品質(zhì)。
與鑄鋼、鑄鐵等金屬大規(guī)模批量化生產(chǎn)不同,鈦鑄件普遍為單件定制或中、小批量生產(chǎn)。現(xiàn)有技術(shù),鈦鑄件單件定制或小批量生產(chǎn)時,一般采用光敏樹脂或機(jī)加工石墨型鑄造,對于中等或大型尺寸鑄件光敏樹脂價格十分昂貴,同時近年來受環(huán)保等因素影響,石墨料價格由原來1~1.5萬元/t漲至3萬元/t以上,石墨料成本占鈦鑄件總成本的30%~60%,對于大型復(fù)雜框架式結(jié)構(gòu)鑄件占比更高。此外,石墨型鑄造無法生產(chǎn)壁厚≤4mm的薄壁鈦鑄件,且表面流痕、冷隔、裂紋等缺陷嚴(yán)重,后序打磨、補(bǔ)焊工作量大,生產(chǎn)成本高,同時面臨環(huán)保淘汰或限制退出風(fēng)險;中小型鈦鑄件批量生產(chǎn)時,一般采用熔模精密鑄造,但對于中大型鑄件單件或小批量生產(chǎn)時,大型金屬模具制作費(fèi)用高昂,且加工周期長,同時大型射蠟機(jī)及制殼線投資較大、產(chǎn)能利用率低。消失模覆殼鑄造具有上述兩種鑄造方法所不具備的優(yōu)點(diǎn),可有效降低鈦鑄件生產(chǎn)成本,簡化生產(chǎn)工序,縮短生產(chǎn)周期,并提高鑄件品質(zhì)。
與機(jī)加工石墨型鑄造相比,消失模覆殼鑄造可降低機(jī)加工石墨型鑄件成本30%以上,同時顯著改善表面品質(zhì)及交貨期。鈦合金消失模覆殼鑄造具有優(yōu)勢為:①設(shè)計(jì)靈活,采用整體模型覆殼制備鑄件,顯著提高了鑄件設(shè)計(jì)的自由度,同時通過模型切邊組合,可生產(chǎn)結(jié)構(gòu)高度復(fù)雜鈦鑄件;②氧化陶瓷型殼導(dǎo)熱系數(shù)低、退讓性好,型腔內(nèi)表面光滑,可解決石墨型鈦鑄件流痕、冷隔及裂紋等問題,使充型性能與表面粗糙度達(dá)到或接近熔模鑄造水平;③無需型芯,可避免機(jī)加工石墨型型芯位置不準(zhǔn)確或合型錯位導(dǎo)致的壁厚不均問題,尺寸精度高;④消失模模型價格便宜、易加工,可顯著降低鈦鑄件成本,縮短生產(chǎn)周期;⑤生產(chǎn)現(xiàn)場干凈,無石墨粉塵污染,可滿足清潔化生產(chǎn)要求。
與鈦合金熔模鑄造技術(shù)相比,消失模模型比光敏樹脂模型成本降低80%以上,且在中大型尺寸鑄件單件或小批量生產(chǎn)時,無需投資大型射蠟機(jī)及金屬模具,即可實(shí)現(xiàn)生產(chǎn),成本交期優(yōu)勢尤為突出。
3、鈦合金消失模覆殼鑄造技術(shù)應(yīng)用研究
3.1 工藝流程
鈦合金消失模覆殼鑄造工藝,首先選擇泡沫坯料,然后機(jī)加工成鑄件模型,隨后經(jīng)掛漿撒砂、干燥、焙燒,獲得陶瓷型殼,在焙燒過程中,鑄件模型氣化消失,最終經(jīng)過澆注獲得合格尺寸、表面及內(nèi)部品質(zhì)好的鑄件,具體工藝流程見圖1。

圖1 鈦合金消失模覆殼鑄造工藝流程圖
Fig.1 Flow chart of titanium alloy lost foam cladding casting
3.2 型殼制備及澆注
某產(chǎn)品結(jié)構(gòu)見圖2,材質(zhì)為ZTC4鈦合金,尺寸精度為CT4,外觀及性能符合GB/T6614要求。選擇一種消失模模型材料,其抗拉強(qiáng)度≥2MPa、抗彎強(qiáng)度≥8MPa、耐熱性及尺寸穩(wěn)定性≥80℃,同時高溫下可熱解氣化,能夠滿足制殼支撐強(qiáng)度及尺寸穩(wěn)定性要求。
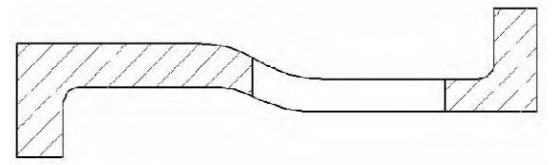
圖2 鈦合金鑄件
Fig.2 Titanium alloy castings
3.2.1 澆注系統(tǒng)的設(shè)計(jì)與模擬
利用ProCAST模擬軟件設(shè)計(jì)澆注系統(tǒng),由于按照消失模覆殼鑄造工藝生產(chǎn),型殼的焙燒溫度為1100℃,型殼焙燒后消失模氣化獲得型殼。鈦合金消失模覆殼鑄造的模擬過程與熔模鑄造的模擬過程相似;按照熔模鑄造的模擬過程進(jìn)行模擬。鈦合金鑄件的溫度場分布見圖3,鑄件的壁厚比較均勻,在凝固過程中鑄件的溫度場分布比較均勻,溫度差為200℃。通過溫度場分布判斷鑄件中間區(qū)域優(yōu)先凝固,鑄件頂部、底端為熱節(jié)部位,易產(chǎn)生孤立的固相區(qū),頂注式澆注系統(tǒng)對頂部的熱節(jié)進(jìn)行補(bǔ)縮,能消除縮松,底端熱節(jié)區(qū)域因補(bǔ)縮不足而產(chǎn)生縮松。
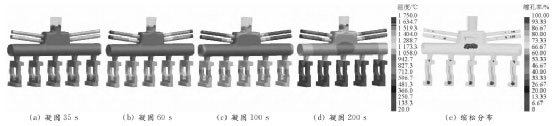
圖3 鈦鑄件溫度場及縮松分布
Fig.3 Temperature field and shrinkage porosity distribution of titanium alloy castings
3.2.2 鈦合金鑄件的生產(chǎn)
采用整體加工成型的方法,用數(shù)控加工機(jī)床加工鑄件模樣,排氣試塊采用粘結(jié)劑粘結(jié)(見圖4),并用浸蠟工藝改善表面粗糙度。面層采用醋酸鋯制殼工藝,面層材料為醋酸鋯、稀土粉、鋯砂,面層的流杯粘度控制在33~38s,背層采用硅溶膠制殼,背層材料為硅溶膠+莫來粉、莫來砂,背層1~背層2的粘度控制在21~27s,背層3~最后1層的粘度控制在13~20s。重復(fù)掛漿撒砂、型殼干燥硬化工序,完成面層、背層制備,再將型殼直接焙燒,焙燒時實(shí)施階梯式升溫,防止型殼裂紋。首先升溫至300℃,焙燒爐開始通風(fēng),消失模開始?xì)饣缓缶徛郎刂?00℃,保溫0.5h,消失模氣化完畢,最后升溫至1100℃,保溫5h,獲得型殼(見圖5)。采用真空靜止?jié)沧TC4鈦合金,獲得鑄件毛坯(見圖6),經(jīng)熱等靜壓、探傷及精整修磨后獲得鑄件。

圖4 消失模模型
Fig.4 Lost foam model

圖5 型殼
Fig.5 The mold shell

圖6 鑄件毛坯
Fig.6 Casting blank
3.3 檢測結(jié)果與分析
采用消失模覆殼鑄造生產(chǎn)的鈦合金鑄件,熱等靜壓前內(nèi)部探傷結(jié)果見圖7。可以看出,鑄件底部有縮松,實(shí)際缺陷比數(shù)值模擬的結(jié)果要少50%,縮松位置與數(shù)值模擬的結(jié)果基本相同,消失模覆殼鑄造的實(shí)際結(jié)果與按鈦合金熔模鑄造模擬的結(jié)果基本一致,可見消失模覆殼鑄造工藝可以按鈦合金熔模鑄造的工藝進(jìn)行。鑄件經(jīng)熱等靜壓后,內(nèi)部缺陷消除,見圖7,達(dá)到GB/T 6614標(biāo)準(zhǔn)要求,滿足Ⅱ類B級探傷要求。表面的污染層厚度為44μm,用酸洗工藝去除,且表面未發(fā)現(xiàn)夾雜缺陷,鈦合金鑄件的表面見圖8,表面粗糙度Ra為6.3μm。對鑄件本體力學(xué)性能進(jìn)行檢測,見表1,符合GB/T6614標(biāo)準(zhǔn)要求;同時,對鑄件組織進(jìn)行檢測,未發(fā)現(xiàn)夾雜等冶金缺陷及組織異常。
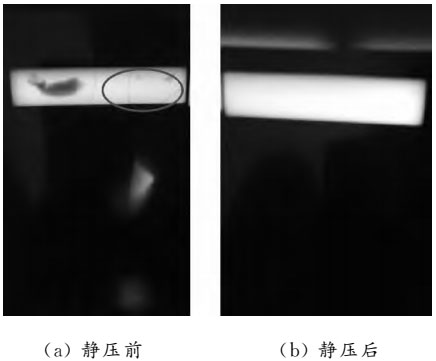
圖7 鈦鑄件等靜壓前后探傷照片
Fig.7 Inspection photos of titanium castings before and after static pressing

圖8 鑄件毛坯
Fig.8 Casting blank
表1 鈦合金鑄件力學(xué)性能
Tab.1 Mechanical properties of titanium castings
4、結(jié)語
設(shè)計(jì)選型適用于鈦合金鑄造的消失模模型材料,并采用合理的消失模覆殼鑄造技術(shù),獲得了內(nèi)外部品質(zhì)、組織力學(xué)性能合格的鈦合金鑄件。消失模覆殼鑄造技術(shù)適用于生產(chǎn)單件小批量中大型鈦合金鑄件,無需開金屬模具,可有效解決光敏樹脂模型價格昂貴、石墨鑄型成本高的問題,經(jīng)濟(jì)效益顯著。鈦合金消失模覆殼鑄造技術(shù)可采用鈦合金熔模精密鑄造的數(shù)值模擬技術(shù)進(jìn)行模擬,有效提高工藝生產(chǎn)的合理性,澆注系統(tǒng)可與鑄件采用整體式加工的方法,提高了生產(chǎn)效率。