
鈦及鈦合金由于具有低密度、高比強度、耐腐蝕、耐高溫、低熱膨脹系數(shù)等優(yōu)良性能,被廣泛應(yīng)用于航空航天、航海、石油化工、醫(yī)療等領(lǐng)域。目前隨著人們對鈦合金產(chǎn)品性能需求的提高、對鈦合金鑄件及其鑄造工藝提出了更高的要求,如成型質(zhì)量要求更高、鑄件體積更大、成形結(jié)構(gòu)更復(fù)雜等。
目前,鈦合金成型的主要工藝有兩種,熔模精密鑄造工藝及機加工石墨成型工藝。由于造型材料耐火度的差異,熔模精密鑄造生產(chǎn)的鑄件表面質(zhì)量要優(yōu)于石墨型鑄造,但生產(chǎn)成本更高,且主要適用于中小型鑄件。針對大尺寸鈦合金鑄件的鑄造工藝,若采用熔模精密鑄造技術(shù),制殼難度較大,且蠟?zāi)R装l(fā)生變形。而石墨型鑄造工藝分型面選擇靈活、制備周期短、成型簡易,適用于大尺寸鈦合金鑄件的生產(chǎn),因此采用機加工石墨型鑄造工藝。閆平通過石墨型鑄造技術(shù)成功澆注出重120 kg,外形尺寸為880 mm×740 mm×530 mm的鈦合金鑄件,該殼體類鑄件壁厚比最高達到1∶10;范世璽生產(chǎn)的Ti321合金軸箱鑄件,輪廓尺寸為900 mm×350 mm×450 mm,該鑄件結(jié)構(gòu)較為復(fù)雜,但總體質(zhì)量較輕,約為69 kg。上述鈦合金石墨型鑄造澆注的鑄件,雖整體尺寸較大,但鑄件質(zhì)量都不超過150 kg。
采用高速離心澆注來提高金屬液的充型效果,同時離心澆注也會在一定程度上減少鑄件內(nèi)部縮松等缺陷。對于大尺寸大質(zhì)量鈦合金鑄件,通常采用重力澆注來避免由于金屬液沖擊對鑄型造成破壞,但同時在失去離心力的作用下,鑄件內(nèi)的缺陷數(shù)量會有所升高。
針對某大尺寸鈦合金閥體鑄件,材質(zhì)為ZTC4,總重量約340 kg,最大輪廓尺寸為810 mm×720 mm×605 mm,本文采用ProCAST軟件對石墨型鑄造過程進行了數(shù)值仿真模擬計算,采用重力澆注工藝,對不同澆注系統(tǒng)以及鑄型預(yù)熱溫度對缺陷形成的影響進行了計算和分析。根據(jù)模擬結(jié)果得出了該大尺寸鈦合金閥體鑄件的最優(yōu)鑄造工藝,為同類型閥體類鑄件的鑄造工藝優(yōu)化提供了依據(jù)。
1.鑄件結(jié)構(gòu)分析
圖1為該閥體鑄件結(jié)構(gòu)圖,內(nèi)部中空,最薄壁厚約為38 mm,鑄件除法蘭為平直、環(huán)形面外,其他區(qū)域均為曲面;上下端兩法蘭同軸心,但尺寸相差約150 mm;右側(cè)法蘭軸心與上下端法蘭軸心垂直,連接處存在一定弧度,整體結(jié)構(gòu)較為簡單。
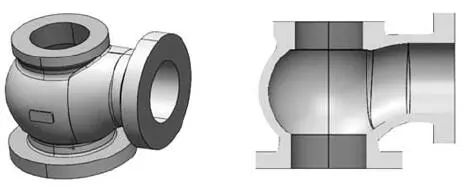
圖1 閥體鑄件結(jié)構(gòu)示意圖
采用機加工石墨型鑄造工藝對該大尺寸鈦合金閥體進行制備,基于模塊化設(shè)計原理,將石墨型外型及內(nèi)芯分為多個獨立結(jié)構(gòu)進行加工,采用螺桿、螺栓等定位方式進行組裝,保證成形鑄件的尺寸精度。
2.鑄造工藝設(shè)計及優(yōu)化
采用真空自耗電極凝殼爐對鑄件進行澆注,鑄件自重約340 kg,因此金屬液熔化量需達到400 kg以上,大量金屬液在充型過程中,會對鑄型表面造成較大的沖刷,可能會產(chǎn)生夾雜等鑄造缺陷,因此不宜將澆口直接連接鑄件。如圖2所示,在型芯中增設(shè)內(nèi)澆道,使金屬液得到緩沖,降低對成形區(qū)域的沖刷力,達到金屬液平穩(wěn)充型的目的。由于閥體鑄件內(nèi)部除法蘭端口處外,均為不規(guī)則曲面,因此將澆道與法蘭端口內(nèi)側(cè)環(huán)形面相連,便于澆冒口的清除。
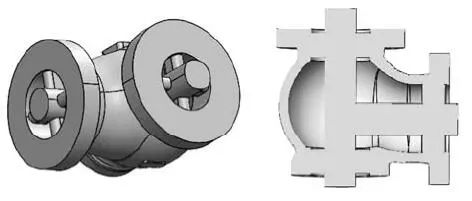
圖2 鑄件澆道設(shè)計示意圖
在內(nèi)澆道設(shè)計完成后,分別采用了三種不同組型工藝,如圖3所示,其中澆注工藝A和B均將兩同心法蘭與澆杯相連,區(qū)別在于與杯口相連的法蘭面尺寸不同。由于兩法蘭尺寸相差較大,造成金屬液充型時間不同,因此鑄件的凝固過程也會產(chǎn)生較大的差異。
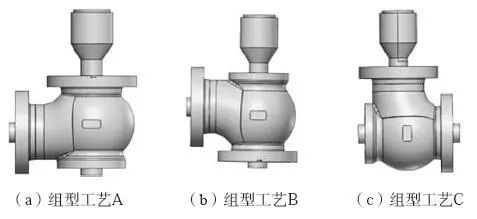
圖3 三種不同組型工藝
直澆道的設(shè)計吸收了金屬液在充型過程中較大的沖擊力,使金屬液平穩(wěn)快速的自上而下的充滿型腔,且底部延長的部分澆道在起到補縮作用的同時,也具有一定的集渣效果。澆注工藝C中兩同心法蘭位于水平處,澆杯與另一大尺寸法蘭相連,由于內(nèi)澆道位置的變化,金屬液充型時產(chǎn)生分流,進一步削弱了對石墨鑄型表面的沖刷力,金屬液從兩側(cè)進入型腔,自上而下的充型。
3.ProCAST鑄造模擬結(jié)果
3.1 組型工藝對模擬結(jié)果的影響
鑄型充型順序如圖4所示,組型工藝A和B相同,金屬液自下而上充型平穩(wěn)、迅速,并未發(fā)現(xiàn)金屬液的飛濺與紊流現(xiàn)象產(chǎn)生。而組型工藝C由于內(nèi)澆道位置的變化,金屬液由橫澆道向鑄件兩側(cè)分流,導(dǎo)致金屬液在鑄型內(nèi)產(chǎn)生對向金屬液沖擊,產(chǎn)生了一定成度飛濺,而且對沖的金屬液極易產(chǎn)生卷氣、夾雜等缺陷。
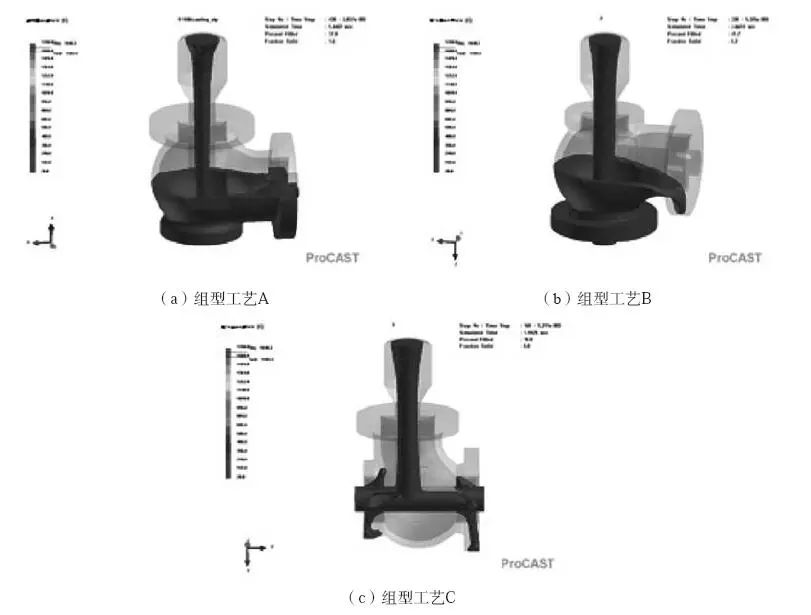
圖4 三種組型工藝金屬液充型過程
如圖5所示,為三種不同澆注工藝的鑄造模擬結(jié)果。可以看出,鑄件內(nèi)的缺陷主要集中在法蘭端口處,其中澆注工藝B中法蘭處缺陷較為集中,均位于與內(nèi)澆道連接處,且鑄件內(nèi)部缺陷也主要集中在內(nèi)澆道中;而澆注工藝A和C 中缺陷分布均勻,較為分散,鑄件內(nèi)部也存在多處缺陷。根據(jù)鑄造模擬結(jié)果可以看出,澆注工藝B中分布相對集中的缺陷,減少了打磨、焊補的工作量,鑄件整體澆注質(zhì)量更高,因此最終選取組型工藝B。
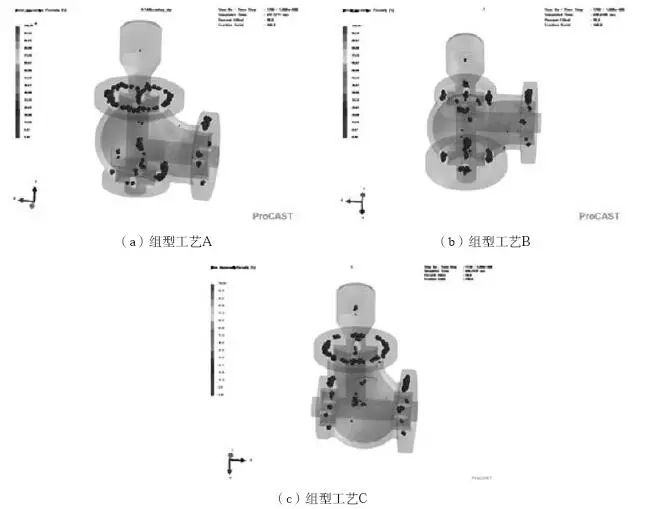
圖5 三種組型工藝下鑄件內(nèi)缺陷分布及數(shù)量模擬結(jié)果
3.2 鑄型預(yù)熱溫度對模擬結(jié)果的影響
為了進一步降低鑄件內(nèi)部缺陷,提高鑄造質(zhì)量,因此對不同鑄型預(yù)熱溫度下的澆注情況進行了ProCAST模擬。基于石墨本身的物理特性,常溫澆注會在石墨型表面產(chǎn)生激冷,易導(dǎo)致表面缺陷產(chǎn)生;但對于大尺寸鈦合金石墨型鑄造,過高的預(yù)熱溫度,在提高金屬液充型能力的同時,也會在石墨型中大量蓄熱,對鑄件的凝固過程產(chǎn)生一定影響,易造成晶粒粗大、熱節(jié)等。因此,本閥體鑄件石墨型預(yù)熱溫度設(shè)置為150 ℃和250 ℃,與常溫25 ℃時鑄件澆注模擬結(jié)果進行對比。
如圖6所示,為不同石墨型預(yù)熱溫度下,鑄件內(nèi)缺陷體積的模擬結(jié)果。由于預(yù)熱溫度差異較小,模擬結(jié)果中鑄件內(nèi)缺陷的分布并未發(fā)生顯著變化,但缺陷體積由初始25 ℃時的400 cm3降低到150 ℃時的375.9 cm3,又升高到250 ℃時的404.6 cm3,隨著預(yù)熱溫度的升高,呈現(xiàn)小幅度的先下降后上升趨勢。因此最終確定該大尺寸閥體鈦合金鑄件,石墨型預(yù)熱溫度為150 ℃。
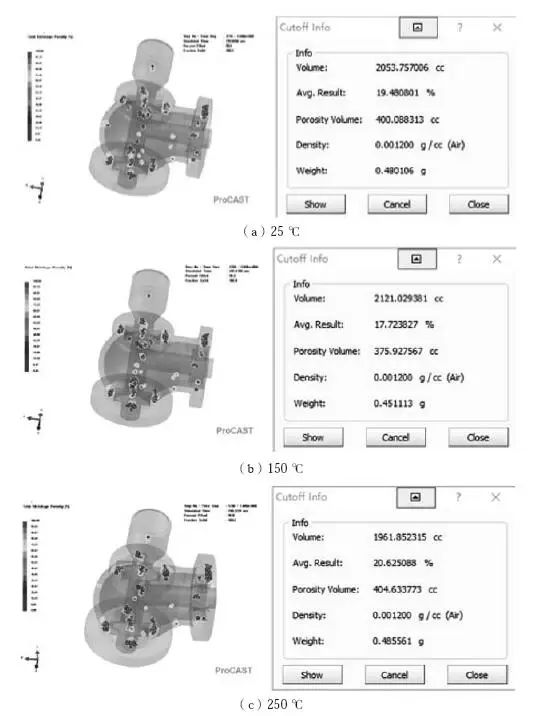
圖6 三種鑄型溫度下鑄造模擬缺陷體積
4.生產(chǎn)驗證
采用600 kg容量鈦合金真空自耗電極凝殼爐,對該鈦合金鑄造閥體進行熔煉澆注,澆注工藝采用重力澆注,鑄形預(yù)熱溫度為150 ℃。實際鑄件如圖7所示。整體成形完整,尺寸精度高,內(nèi)外表面均無明顯冷隔、流痕等缺陷;通過X射線檢測,發(fā)現(xiàn)內(nèi)部缺陷位置與模擬結(jié)果基本一致,主要位于法蘭與內(nèi)澆道連接處,且較為集中。

圖7 鈦合金閥體鑄件
5.結(jié)論
(1)重力澆注可以使鑄型內(nèi)金屬液充型平穩(wěn),有效降低金屬液對鑄型表面的沖擊力,實現(xiàn)平穩(wěn)、完整充型。通過ProCAST模擬結(jié)果可以看出,該大尺寸大質(zhì)量鈦合金閥體鑄件通過合理的組型工藝可使鑄件內(nèi)的缺陷分布更為集中,提高了鑄件整體質(zhì)量。
(2)石墨型預(yù)熱可改善澆注過程中的激冷現(xiàn)象,提高金屬液的充型能力,但過高的溫度也會影響鑄件的凝固過程。該閥體類大尺寸鈦合金鑄件在石墨鑄型預(yù)熱溫度為150 ℃時,鑄件內(nèi)的缺陷體積最小且最為集中。
作者:李重陽,劉時兵,徐凱,李鴻舉,李昕祺,岳野,劉天翼,倪嘉
單位:中國機械總院集團沈陽鑄造研究所有限公司