研究背景
航空航天工業廣泛采用高強度、耐腐蝕和低密度材料,如鈦(Grade 5 Ti-6Al-4V,Grade 23 Ti-6Al-4V)、Udimet 720、Inconel(IN625,IN718)和Haynes(282,230)。輕質合金因其抗疲勞、熱機械承載能力和抗蠕變能力而成為首選。
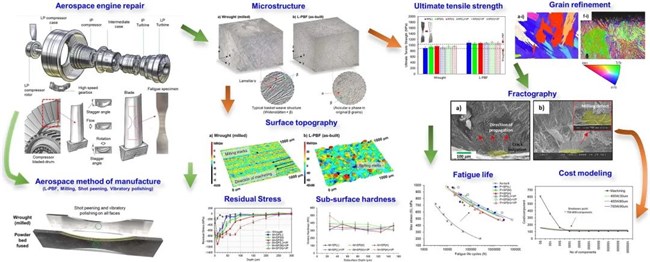
▲圖摘要
航空發動機的部件承受著強烈的熱載荷和機械載荷,這對其結構完整性構成了極大威脅。圖1所示,提供了一個全面的常見缺陷概述(點蝕,燒蝕,砂眼,涂層脫落,刻痕,開裂,彎曲變形,毛刺和壓痕)。研究指出,這些缺陷主要通過三種不同的模式導致旋轉部件失效。渦輪葉片和整體葉盤主要是由于疲勞而失效,這是由發動機啟動和關閉期間的循環載荷引起的;蠕變是第二種常見的失效模式,當部件長時間暴露在高溫和應力源下時,就會出現蠕變;腐蝕是第三種常見的失效模式,當組件暴露于腐蝕性介質(如鹽水或高濕度)時出現腐蝕。
之前的研究表明,粗糙的表面能阻礙部件的疲勞、蠕變和腐蝕性能。表面處理工藝可以延長部件的使用壽命,并預防這些故障。
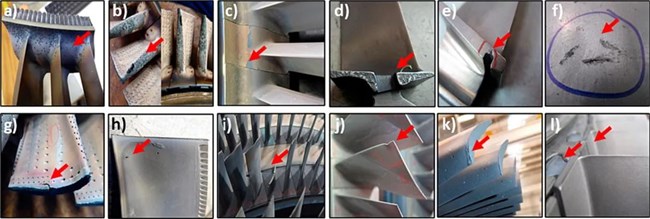
圖1所示:需要修復處理的發動機部件失效(a)低壓渦輪葉片腐蝕點蝕缺陷,(b)高壓渦輪葉片燒蝕,(c)砂眼和涂層脫落,(d)葉根微動磨損,(e)葉槽劃痕缺陷,(f)由于深劃痕造成的劃痕缺陷,(g)葉尖開裂,(h)葉片翼型開裂,(i)葉片斷裂,(j)外力沖擊導致葉片彎曲,(k)由于異物撞擊,葉片尖端有嚴重毛刺;(l)根部深壓痕。
相關研究明,表面拋光可使機械加工和噴丸處理部件的疲勞壽命提高50%。因此,表面織構和殘余壓應力對提高構件的疲勞壽命起著重要作用。
無論是常規工藝還是非常規工藝,其制造過程中所經歷的載荷條件都會對其疲勞壽命產生重大影響。選擇一種既能提高材料疲勞壽命又能滿足表面光潔度要求的方法是一項相當大的挑戰。產生殘余應力的制造工藝可能會對材料的表面紋理產生不利影響,而產生光滑紋理的技術可能不會產生必要的壓應力。因此,該材料在功能應用中使用之前必須經過多種加工方法。在航空航天工業中,整個制造過程通常被稱為制造方法(MoM)。因此,選擇具有成本效益的制造和維修方法對于可持續實踐至關重要。
目前關于Ti-6Al-4V疲勞壽命的研究是分別施加軸向應力、扭轉應力、復合材料(鍛造+AM)、表面處理和引入表面殘余應力之后,對鍛造和增材制造的試樣進行研究。因此,本論文所涉及的研究旨在探討航空航天制造方法(銑削、噴丸和振動拋光)對Ti-6Al-4V的影響及其對材料和機械性能的影響。此外,研究團隊還探索了在確保不影響疲勞壽命的情況下,采用航空航天制造方法(MoM),通過鍛造或L-PBF增材制造對旋轉航空部件損壞的翼型進行經濟修復的替代方案。
材料與制造方法
NO.1、航空航天制造方法(MoM)的基本原理
論文采用航空航天工業中常用的制造方法,對一種鈦基高溫合金的疲勞壽命進行了研究。試樣經歷了幾種制造工藝,包括熱處理、精銑、噴丸強化和振動拋光,如圖2所示。這種制造方法有助于提高表面和亞表面性能,如粗糙度和壓縮殘余應力(CRS)。
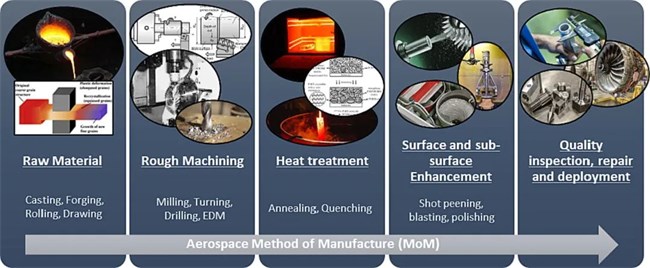
圖2所示:燃氣渦輪發動機部件的航空航天制造方法。
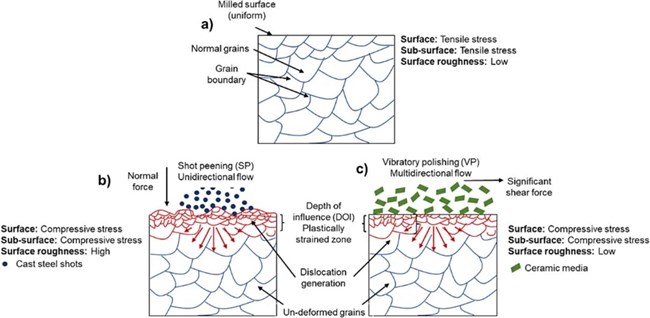
圖3所示:在航空航天MoM期間發生的材料和微觀結構變化說明。圖3(a)描述了一種經過鑄造或鍛造的原材料,它具有均勻的晶粒尺寸和符合的表面粗糙度,由于在操作過程中經歷的極端應力變化,通常會導致較差的疲勞壽命。航空MoM加工可以通過改變晶粒結構、應力和表面粗糙度來緩解這些問題。然而,銑削過程只能產生低粗糙度的表面,留下有害的拉伸應力、表面缺陷和亞表面裂紋。這些缺陷在功能運行過程中可能成為裂紋的起始和擴展點,最終導致材料失效。
噴丸強化是一種使材料塑性變形并細化表面和次表面晶粒結構,從而產生影響深度(DOI)的過程。通過表面和次表面的塑性變形引入壓應力,通過抵抗裂紋的萌生和擴展來改善疲勞性能。然而,噴丸強化會產生波動和高表面粗糙度,從而顯著影響部件的疲勞壽命。對于有氣流的旋轉航空部件,如渦輪葉片,均勻的表面粗糙度對于氣流產生至關重要。因此,噴丸組件經過最后一步的精細拋光,以達到所需的表面粗糙度。振動拋光是一種以可控速率均勻地從表面去除材料并產生光滑紋理的批量拋光工藝。該工藝降低了表面粗糙度,同時保留了表面和次表面的壓應力和晶粒細化。因此,低表面粗糙度和壓應力,再加上精細的晶粒結構,提供了對作用在部件上的應力的優異抵抗,從而延長了使用壽命。
利用增材制造技術修復和更換葉盤翼型已被廣泛采用。通過直接能量沉積或激光粉末床熔融增材制造的翼型可用于替換出現損壞的翼型。圖4給出了燃氣渦輪發動機的旋轉部件(低壓低壓,中壓低壓)和葉片的示意圖。
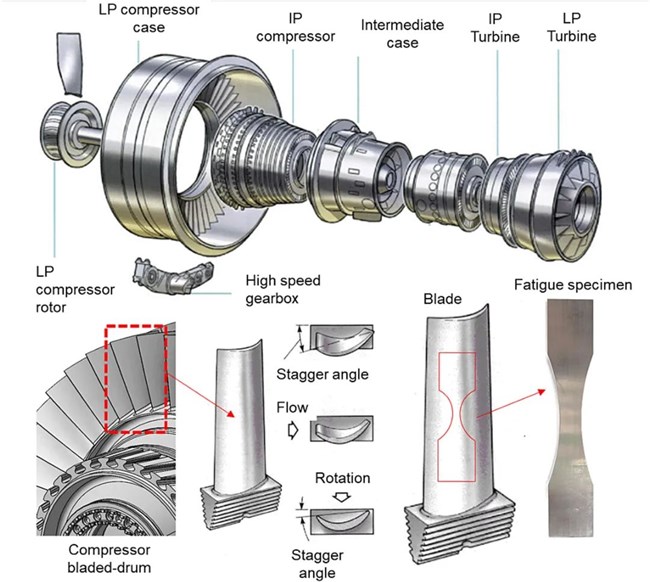
圖4所示:燃氣渦輪發動機的示例顯示了壓氣機葉片的細節和用于試驗程序的疲勞試樣。
噴丸強化后,試樣采用振動拋光進行表面拋光,這是一種大規模拋光工藝。為了實現這一點,研究團隊使用了ERBA EVT135,將試件放置在介質流動方向,以最大限度地提高激振力,如圖5所示。拋光過程完成后,將樣品從機器中取出并用超聲波清洗以去除任何殘留顆粒。
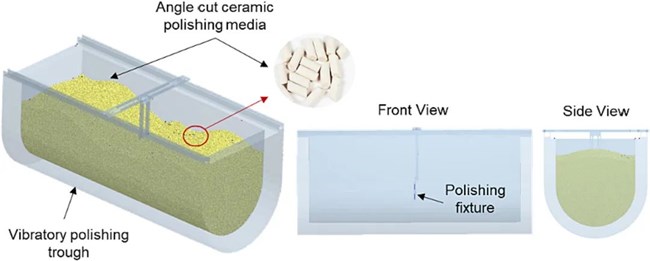
圖5所示:振動拋光夾具和填充陶瓷介質槽。
表面與亞表面表征
NO.1、輪廓和表面紋理
測量試樣的正面和側面紋理,如圖6(黃色區域)所示。此外,形貌分析用于識別制造缺陷、深度噴丸凹痕、劃痕和拋光磨損痕跡等特征。
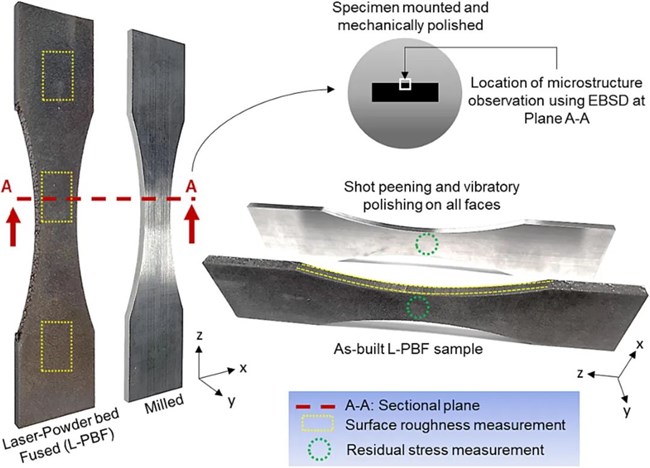
圖6所示:疲勞試樣表面粗糙度和殘余應力測量位置的詳細信息。
NO.2、力學試驗—拉伸和疲勞性能
為了評估極限抗拉強度(UTS),未經處理和表面處理的試樣均使用100kN島津AG-X萬能試驗機進行軸向拉伸試驗,位移控制速率為0.2mm/min。根據ASTM E8標準確定UTS,并用于建立疲勞加載條件。為了評估試樣的疲勞壽命,利用MTS Elastomer 810試驗機,選擇軸向加載條件模擬飛機發動機巡航時葉片盤式翼型的加載條件。試驗過程采用閉環伺服液壓控制,試驗頻率為10Hz,加載周期為正弦,試驗頻率為10Hz,應力比為0.1。疲勞測試應力水平設定在45-90%的UTS之間。然后在掃描電子顯微鏡(SEM)下分析斷口表面,以了解裂紋的萌生和擴展。
結果
NO.1、鍛造和激光粉末床熔融Ti-6Al-4V的顯微組織
金相分析顯示鍛造態和激光粉末床熔融增材制造Ti-6Al-4V合金的顯微組織。沿X、Y、Z軸的微觀結構如圖7所示。
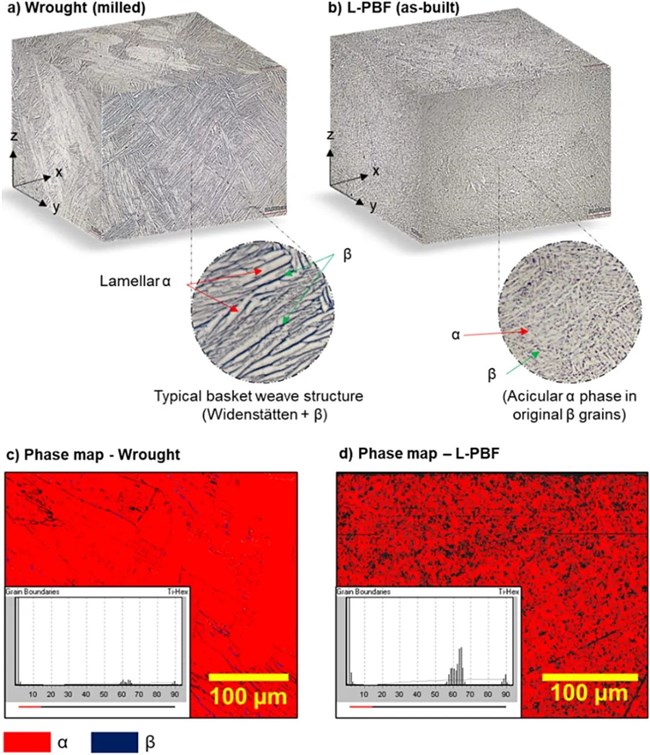
圖7所示:(a)經過銑削的鍛造試樣,(b)激光粉床熔融增材制造(未經后處理)試樣的三維顯微結構圖,(c)鍛造試樣,(d)激光粉末床熔融Ti-6Al-4V材料的相圖。
NO.2、銑削、激光粉末床熔融、噴丸強化和振動拋光后的表面粗糙度演變
在這項研究中,保持Ra≤0.25μm作為航空航天工業要求的目標粗糙度。細銑削切削條件下,Ra最佳值為0.1±0.05μm。對加工后的試樣進行噴丸強化處理。鋼丸的高速沖擊有助于引入壓縮殘余應力,減少裂紋和缺陷,并改善顯微組織。然而,缺點是增加了表面粗糙度。圖8 t=0 min噴丸粗糙度SP(L)=0.2~0.55μm;SP(M)=0.55-0.95μM;鍛造和L-PBF試樣的SP(H)=0.95-1.50μm。粗糙度的增加可以從圖8(b)中提供的銑削和噴丸表面圖像中理解。噴丸表面有明顯的起伏和凹陷。然而,經過165分鐘的振動拋光后,所有噴丸試樣表面的Ra為0.25±0.05μm,表面光滑。
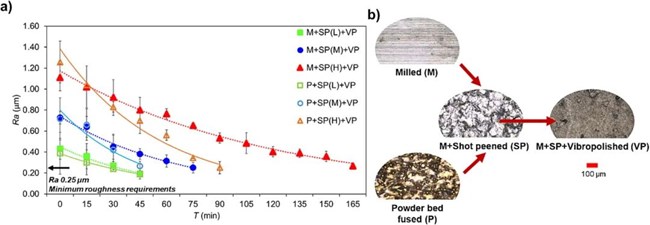
圖8所示:(a)拋丸試樣振動拋光過程中評估輪廓(Ra)演化的算術平均偏差,(b)各種制造工藝后的表面圖像。
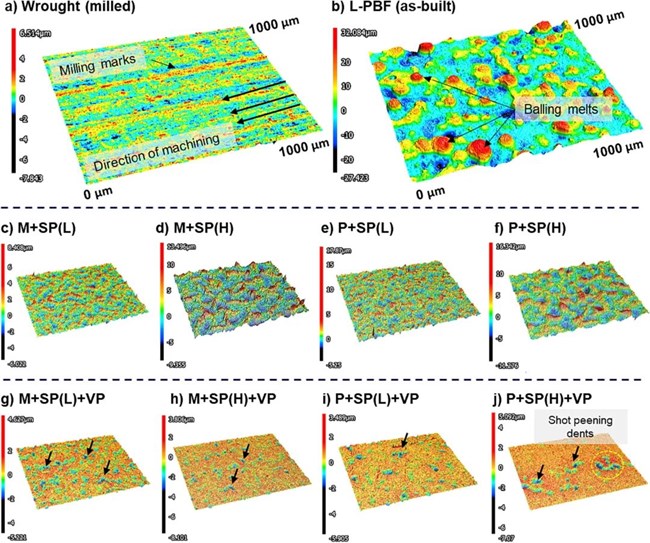
圖9所示:各種制造工藝后的表面形貌。
NO.3、顯微硬度和殘余應力
利用顯微硬度和殘余應力研究表征了其亞表面性能。圖10顯示了鍛造、L-PBF噴丸和振動拋光試樣的維氏顯微硬度結果。鍛造試樣和L-PBF試樣從表面到深度150μm的顯微硬度值分別為300-400 HV和300-380 HV。硬度值與制造商的數據沒有明顯的偏差。
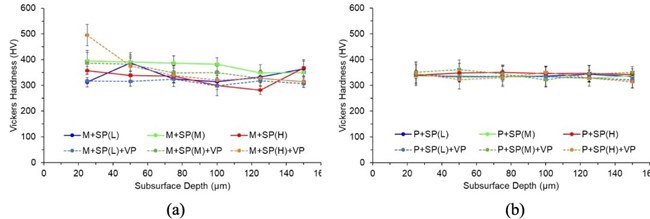
圖10所示:(a)鍛造和(b)L-PBF試樣的表面顯微硬度,比較了噴丸和振動拋光條件。
圖11顯示了常規和L-PBF試樣的殘余應力分布圖,包括不同后處理工藝的殘余應力分布圖。
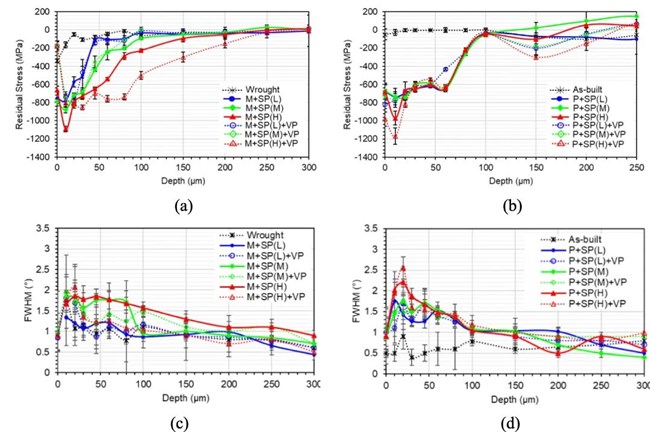
圖11所示:(a)鍛造、(b)L-PBF試樣和(c)鍛造、(d)噴丸和噴丸+振動拋光條件下L-PBF試樣的殘余應力。
NO.4、顯微組織與塑性變形
EBSD表征的晶粒結構變化如圖12所示。EBSD顯微結構圖提供了形變和再結晶晶粒的詳細信息,以及航空航天MoM后表面和次表面塑性應變的平均核位錯(KAM)圖。逆極圖(IPF)清晰地描述了α六邊形閉包結構,晶粒間取向偏差最小(<2°)。如圖12a-ii和a-iii所示鍛造的試樣表面沒有變形、再結晶和塑性應變。然而,在噴丸強化(圖12b,e)和振動拋光(圖12c,f)之后,觀察到明顯的變化,包括表面和亞表面區域的嚴重晶粒變形。變形歸因于噴丸強化過程的高速沖擊,導致鍛造和L-PBF試樣的DOI分別為15μm和20μm。將圖11的殘余應力結果與DOI進行對比,可以推斷試件的力學特性得到了改善。
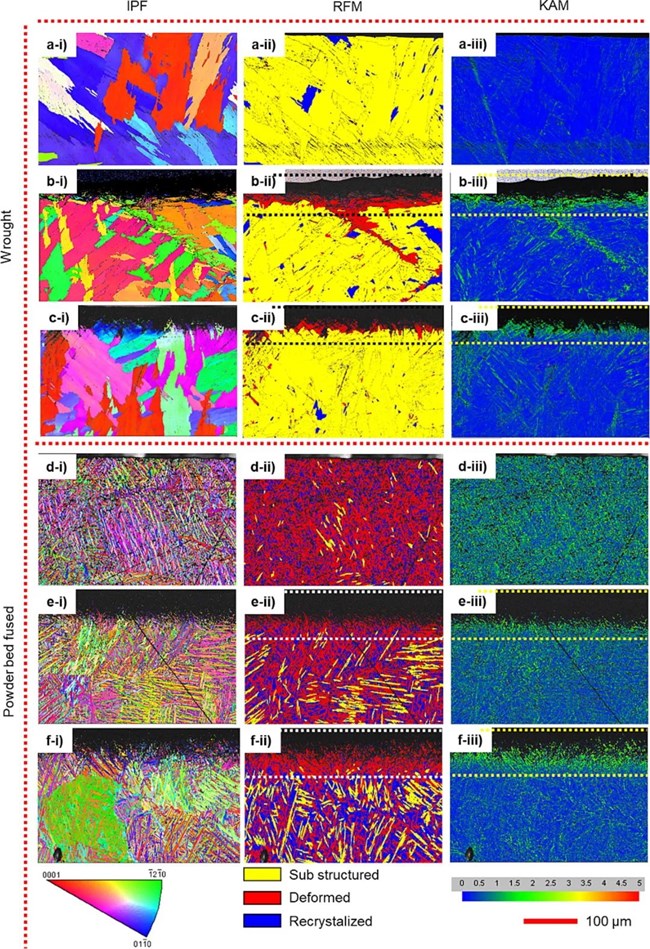
圖12所示:(a)鍛造,(b)M+SP(H),(c)M+SP(H)+VP,(d)L-PBF增材制造,(e)P+SP(H),(f)P+SP(H)+VP的逆極圖(IPF),再結晶分數圖(RFM)和核平均取向偏差(KAM)圖。
注:P=powder bed fused(激光粉末床熔融);SP=shot peened(噴丸);VP=Vibratory Polishing(振動拋光)。
NO.5、顯微組織與塑性變形
鍛造和L-PBF增材制造的試樣在航空航天MoM后的極限抗拉強度如圖13所示。L-PBF試樣的UTS(1033 MPa)比鍛造的Ti-6Al-4V(888 MPa)高約15%。L-PBF條件下較高的UTS是由于熱處理過程中形成的細針狀α和β相組織。
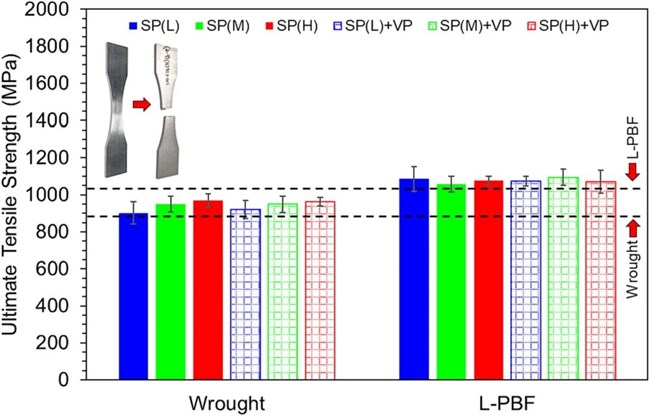
圖13所示:噴丸強化和噴丸強化+振動拋光后鍛造和L-PBF試樣的拉伸性能。
NO.6、疲勞壽命和斷裂力學
鍛造的Ti-6Al-4V試樣的疲勞試驗結果及S-N曲線如圖14所示。對于經過修復過程的板片,疲勞極限被認為是5×106次。鍛造的Ti-6Al-4V疲勞試驗應力水平為400-875MPa。銑削試樣在400 MPa時表現出最佳的疲勞性能,其次是SP(L)+VP。在所有噴丸強度下,經過振動拋光的試樣比噴丸試樣的壽命周期至少高出15%。結果表明,與任何航空航天MoM處理的樣品相比,具有最低表面粗糙度的精細銑削鍛造試樣具有最佳的疲勞效果。
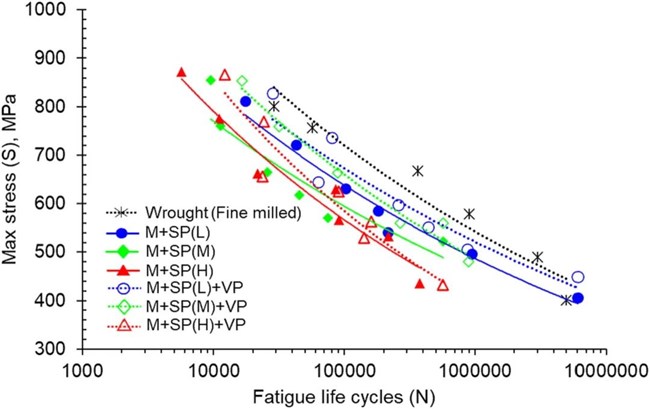
圖14所示:不同加工方法(銑削、噴丸、噴丸+振動拋光)對鍛造的Ti-6Al-4V的疲勞性能的影響。
在掃描電鏡下仔細檢查失效點后,發現如圖15(a和b)所示的表面缺陷在裂紋的萌生和擴展中起著關鍵作用。
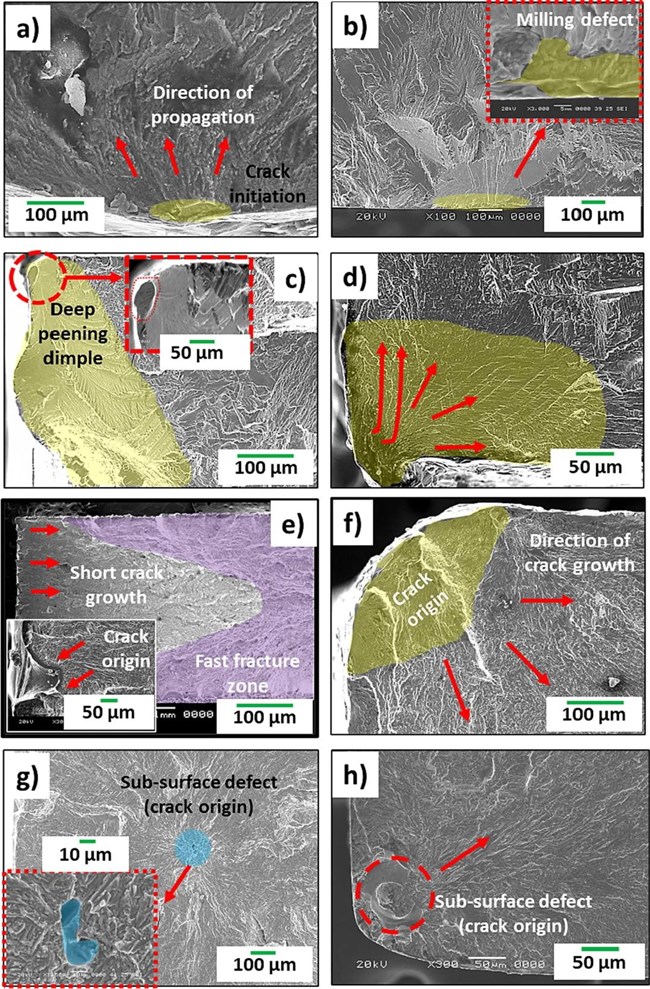
圖15所示:(a-d)鍛造Ti-6Al-4V試樣斷口在表面萌生裂紋,(e-h)L-PBF Ti-6Al-4V試樣斷口在表面和次表面萌生裂紋。
如圖16所示,與鍛造的試樣相反,增材制造-3D打印(as-built)未經后處理的Ti-6Al-4V試樣具有較差的疲勞性能。即使將應力水平降低到UTS的20%,這種材料也無法維持到設定的極限。相反,經過噴丸和噴丸+振動拋光的L-PBF增材制造試樣,試驗應力水平范圍為490~975 MPa,噴丸+振動拋光試樣的最大壽命周期為5.5×106次。(圖15e顯示了表面萌生和次表面擴展裂紋,分別由多層不連續和孔隙引起。在僅增材制造-3D打印未經后處理的條件下記錄最多2.5×105次。)
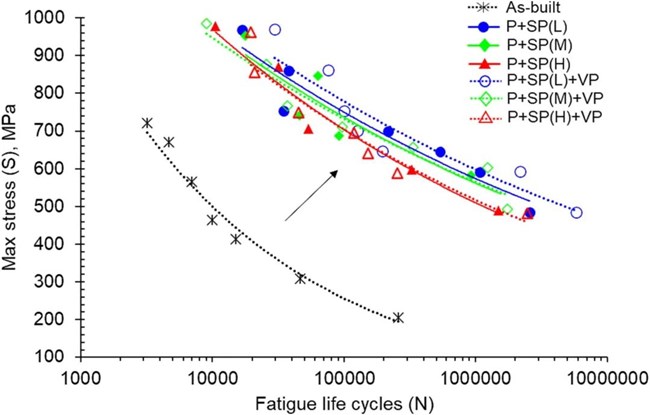
圖16所示:采用不同制造方法(僅增材制造未經后處理、噴丸、噴丸+振動拋光)后激光粉末床熔融Ti-6Al-4V試樣的疲勞行為。
研究團隊對斷裂面的進一步分析揭示了失效根本原因的更多細節。在僅增材制造的原始狀態下,材料失效歸因于表面缺陷、高粗糙度和不均勻紋理引起的多重裂紋萌生。對于經過噴丸和噴丸+振動拋光制造的試樣,大部分裂紋萌生位置在棱角處(圖15f)和亞表面孔隙(圖15g,h)處。增材制造試樣的壓縮殘余應力、硬度和表面粗糙度與鍛態Ti-6Al-4V相近。唯一可辨別的差別是L-PBF試樣中存在亞表面缺陷,即使在振動拋光后也是如此。因此,在振動拋光改善表面粗糙度的同時,亞表面缺陷仍然是影響L-PBF試樣疲勞壽命的主導因素。如圖12b、c、e、f所示,研究團隊測得鍛態和L-PBF增材制造試樣噴丸和噴丸+振動拋光的壓縮殘余應力DOI差值<5%。噴丸和振動拋光都能為鍛態和L-PBF試樣帶來相似的益處。
綜上所述,研究團隊對采用航空航天制造工藝,對鍛造的Ti-6Al-4V和激光粉末床熔融增材制造的Ti-6Al-4V試樣進行了對比分析。從最佳疲勞壽命和維修應用的成本效益角度解釋了制造方法的適用性。對鍛造的材料進行精細銑削,并制作L-PBF增材制造試樣,進行熱處理和后處理,以獲得最佳的疲勞分析基線。通過噴丸強化和振動拋光進一步改善試樣的表面和亞表面狀況,以提高力學性能。